Copyright © Jiangsu South Metallurgical Heavy Industry Co., Ltd. All Rights Reserved. Site Map
- +86-15190633999
- 249226000@qq.com
- No. 2, Wei Yi Road, Gaoshanqiao Industrial Park, Xinqiao Town, Jingjiang City, Jiangsu Province, China


What is investment casting?
Investment casting, also known as lost-wax casting, is an ancient metal casting technique. It typically involves creating a precise fusible model using fusible materials (such as wax and plastics), coating the model with several layers of refractory paint, drying and hardening it into a single shell, then heating it to remove the inner shell. The model is then fired at high temperatures to form a refractory outer shell. Liquid metal is poured into the shell and cooled to form the casting. Therefore, this thin-film casting technique can also be called "lost-wax casting."
Our investment casting process
The production of silica sol castings mainly involves four major processes: wax preparation, shell preparation, casting, and post-processing. Only after completing these four major processes can a casting blank be produced to meet the basic needs of customers. Subsequent processing or surface treatment can be carried out according to customer requirements. These four major processes can be further divided into more than twenty sub-processes.

Wax making – Wax making is not simply about creating wax models based on molds ; it involves making matching wax sticks for different wax models. After the wax models are completed, they need to be manually inspected, with edges trimmed and repaired. Only wax models that pass inspection are then glued to the wax sticks for the tree assembly process. The entire wax making process generally takes about 3 days.
The image below shows a wax model made from a mold.

The image below shows the trimming of waste edges on a produced wax mold.

The image below shows the process of welding a wax model onto a wax stick.

Shell making —This is a crucial step in the silica sol production process. Approximately 40% of casting quality problems stem from incomplete completion of this step. Unlike water glass castings, silica sol castings typically require 6-9 shell layers, with larger pieces requiring 12 or more. The gelation process of the silica sol relies primarily on its dehydration and drying, while hardening generally takes over 12 hours, and even longer for areas like deep holes that are difficult to dry. Furthermore, because silica sol casting shells need to be manufactured in layers, each layer must be thoroughly dried to prevent back-dissolution and detachment during the impregnation of the lower layer with the coating. The coating itself allows moisture to seep into the already dried shell, resulting in a long overall drying period. The finished shell is then placed in a dewaxing furnace for dewaxing. Therefore, the entire shell making process generally takes 7-15 days.
The two pictures below show the shell-making process. This process needs to be repeated 6-7 times, and sometimes more than 12 times, with each drying session lasting more than 12 hours.

The image below shows the temperature and humidity controlled drying workshop for the shell-making process.


Casting – Casting is a highly technical process. There are several steps involved in casting, each affecting the quality of the casting to varying degrees, requiring careful attention and focus. The main steps include mold firing, raw material melting, and pouring. Important considerations include the temperature and time of firing, melting, and pouring, as well as the chemical composition analysis and proportions before the furnace. Melting is a crucial step in the casting process. Besides strict control over the material, melting temperature, melting time, and the amount of deoxidizer added, it requires skilled melters with specialized technical knowledge and extensive experience to produce qualified molten steel. The entire casting process takes approximately 2-3 days.
Because defects in products produced by casting occur very frequently, fortunately, we in the south have more than ten years of casting experience and a large number of technical talents, which can effectively avoid problems and save production time.
The image below shows the chemical composition analysis of molten steel.

The image below shows the product's casting process.


Post-processing —the finishing touches—is the cosmetic process before the product leaves the factory. This process involves many steps and requires a large workforce. After casting and cooling, the parts are transferred to the shell-blasting process. To further remove residual shell material from the surface of the precision castings, suspended shot blasting is performed before cutting. This involves using a suspended shot blasting machine to spray carbon steel shot to remove the remaining shell material from the entire casting. During cutting, the casting body must not be damaged, but the ingate should not be too long (approximately 1-2mm), so the gate needs to be ground using a belt sander. After the above process, shot blasting is performed again, and after inspection by the inspector, some qualified products can be stored and shipped. However, a small number of castings may still have defects or excess material, requiring post-processing workers to perform repair welding and grinding until all products pass inspection before being stored. This process takes approximately 5-8 days.
The image below shows the shell-vibrating process after the casting has cooled.

The image below shows the shot blasting process.



The image below shows the sandblasting process.

The image below shows the cutting process.
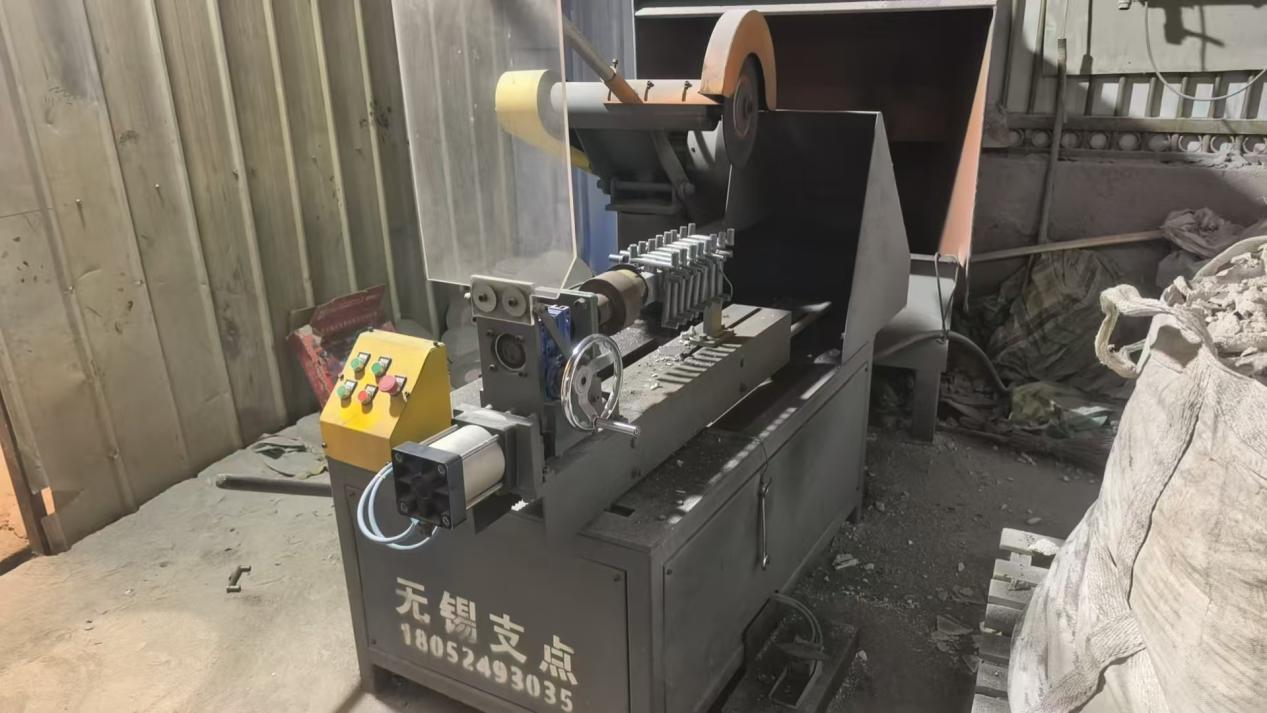
The image below shows the grinding process of a casting.

The image below shows the argon arc welding process.

The image below shows the process of a belt sander.

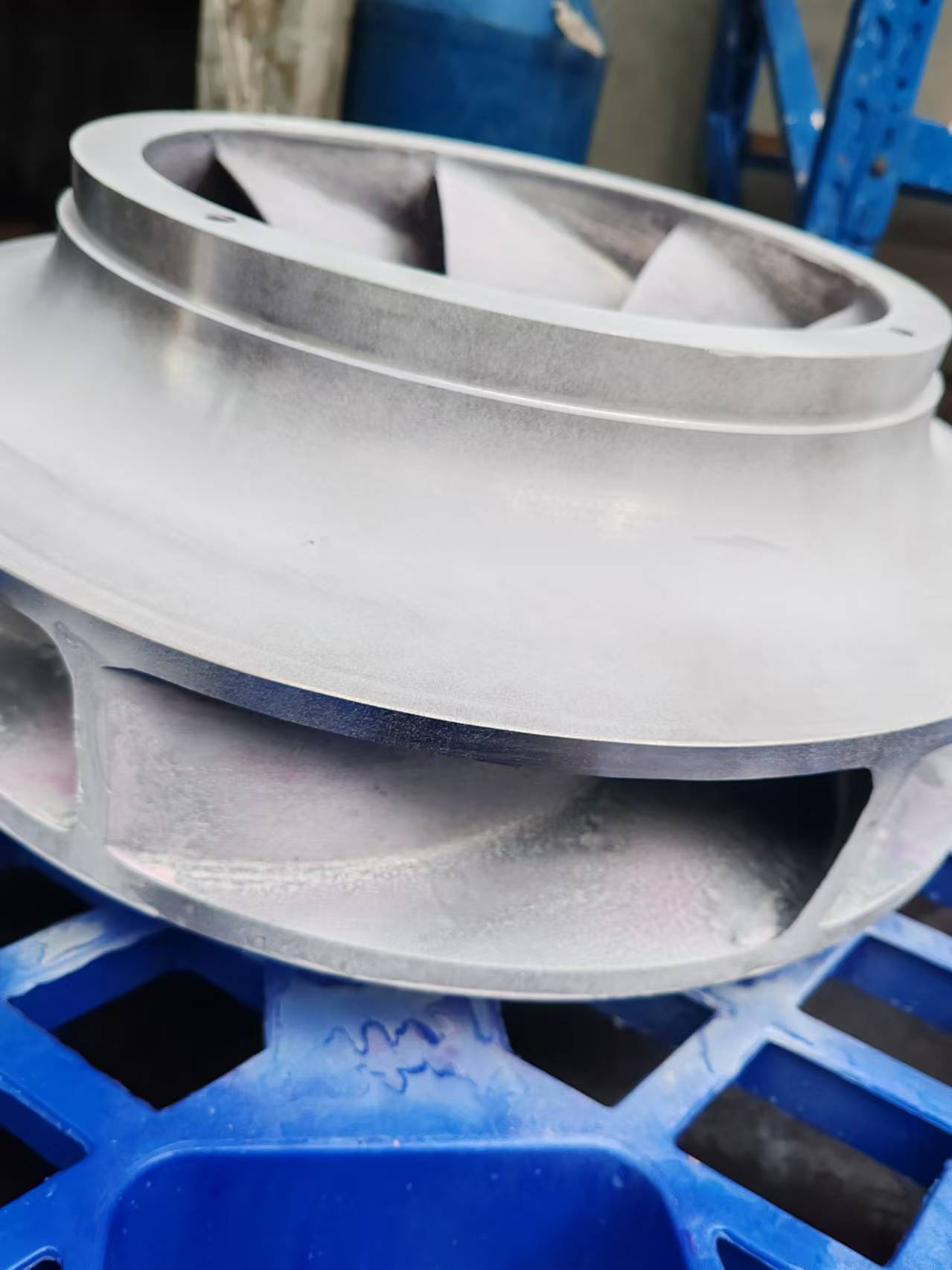
The image below shows the shaping process of a casting.

The image below shows PT detection.

The image below shows ultrasonic cleaning.

Below are photos of the items awaiting shipment.



For silica sol dewaxing casting products, the production line process alone takes approximately 19-26 days, involving more than 20 steps to produce a product that satisfies the customer. Problems and risks arising during production need to be controlled and overcome. If an anomaly occurs in any step, or if a product requires rework at a particular stage, a bottleneck will form, impacting the efficiency of the entire production line. Generally, we consider placing an additional 5% order quantity for waxing to prevent scrap in the subsequent 20+ steps, which could affect customer delivery dates.
How to control the highest casting quality ?
01 Raw Material Control
For all material purchases, the suppliers provide their own material analysis reports. We then take samples and use a benchtop spectrometer to confirm the elemental composition of the materials. Before each batch of smelting and casting, a benchtop spectrometer material analysis is performed to ensure that the materials meet the customer's requirements before casting. Once all raw materials have been confirmed by production, the manufacturers are not changed to ensure the stability of quality.
02 Pre-job training
Employees should be trained before starting work to cultivate good work habits and ensure that they strictly follow operating procedures to reduce errors.
03 Testing and Inspection
Our testing center is equipped with benchtop spectrometers and metallographic analysis instruments, and can perform PT and flaw detection tests according to customer needs. Professional inspection personnel inspect every casting. We retain samples and test bars for our customers for one year, during which time customers can request to view your samples or test bars at any time.
04 Process Control
We have very strict requirements for both internal and external quality. Each team has a team leader, and responsibilities are assigned to specific individuals; the materials for each furnace are analyzed; and the post-processing section has professional quality inspectors who use flashlights to check each impeller for slag inclusions or excess material.
